Internal and External Casting Threads
With metal injection molding you can mold internal and external threads directly into the component. The internal threads are molded in the mold and then a hydraulic motor unscrews the internal thread in the mold before it opens and ejects. With this process, you get full engagement of the thread.
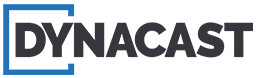
External threads can be molded directly onto the component thus eliminating the need for secondary thread-forming operations. On external threads, ideally, you want to have some parting line, whether it’s on the minor OD or the major OD of the thread. It is important to be mindful of any flash on the parting line to make sure that it doesn’t interfere with your mating component.
These mold features and functions are costly to produce, and as a result, are only applicable to high volume applications. For lower volume part applications, conventional tapping operations can be employed.
- Molding external threads is almost always a more cost-effective approach than forming the threads with a secondary operation
- Generally a small flat, typically .005”, at the parting line should be incorporated into the design. Without the presence of a flat along the parting line, you can expect problems with flash to develop in the root of the threads within the production of very few parts. This could increase tooling maintenance and downtime
- Internal threads can be molded directly into the component using unscrewing cores